
适用读者: 充填制浆厂厂长、煤矿基建科科长、工艺设计院设计师、机电选型总监
作者: 张洁贞|中矿天智信息科技(徐州)有限公司高级销售经理|中国矿业大学技术支持
一、行业痛点与背景
井下综采或开拓掘进排出的原生粗煤矸石,其初始粒径分布极其宽泛(最大可达 300\text{ mm} 以上),且包含大量的石英、硬质砂岩等难磨蚀物质。若制浆站工艺设计不当,将面临以下严重的生产痛点:
- 研磨能耗居高不下:直接进入球磨机的骨料粒径过大,导致球磨机“大马拉小车”,吨浆电耗超过 35\text{ kWh/t},项目运行OPEX严重超支。
- 级配缺失引起管道析水堵管:若出浆颗粒粒度不均、级配断档(缺乏 0.03 \sim 0.074\text{ mm} 的细微粉),浆体在输送中极易发生固液分离,骨料迅速沉降堵管。
- 设备磨损剧烈,粉尘与噪音污染严重:干式破碎环节防尘设计不足,车间粉尘浓度超标,且破碎机振动易导致基础开裂。
因此,“多破少磨、以破代磨”的段数优化工艺设计,是实现矸石低成本、大规模绿色消纳的必然选择。
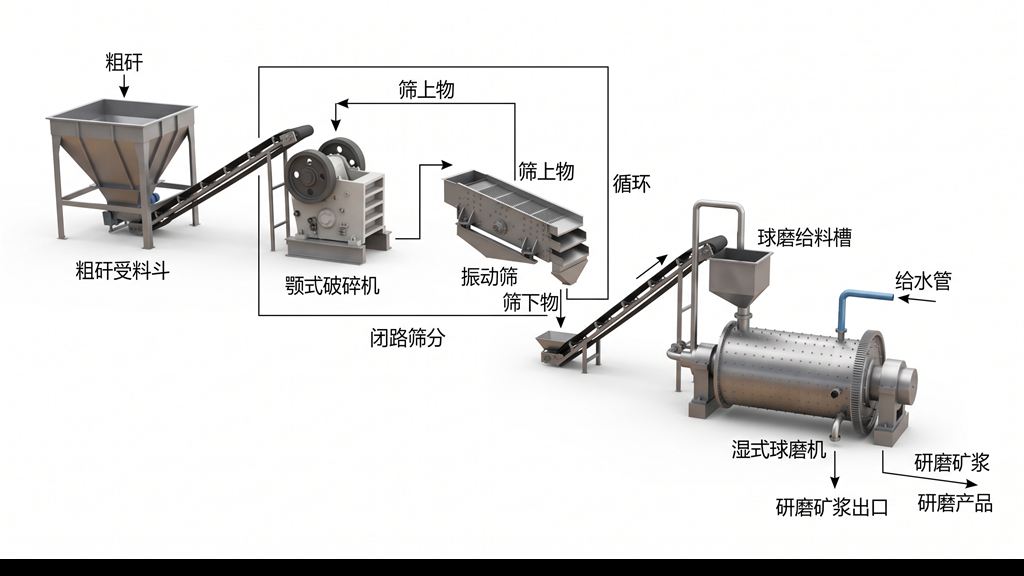
图2:粗矸石初碎筛分与湿式球磨机闭路研磨工艺流程拓扑图
二、工艺设计与原理
1. 颚式破碎机 (Jaw Crusher) 初碎机理
利用动颚板与定颚板的压碎和劈裂作用,将 300\text{ mm} 左右的大块矸石一次性降至 30\text{ mm} 以下。颚式破碎机结构坚固,维护简单,对大块硬质脉石有极强的适应性。
2. 湿式溢流型球磨机 (Overflow Ball Mill) 细磨机理
球磨机内装入不同比例的钢球(磨介)。当筒体旋转时,钢球在离心力和摩擦力作用下被提升到一定高度,随后呈“抛落”和“泻落”状态落下,对通过的矸石碎屑进行高频的冲击与剥磨。湿法磨矿中,水与矸石微粉混合形成浆料溢流排出,同时有效避免了粉尘飞扬。

图4:重型工业闭路溢流型球磨机筒体及传动齿轮装备特写
三、球磨机工作效率与功耗方程
1. 临界转速与工作转速计算
球磨机回转时,使最外层钢球产生“贴壁旋转”(不抛落)的最小回转速度称为临界转速 n_c(rpm)。根据力学平衡,其公式为:
其中:
- D:球磨机筒体内衬里的净直径(m)。
- d:最外层钢球的最大直径(m)。
- 实际工程中,湿法球磨机的工作转速 n 通常设计为临界转速的 70\% \sim 78\%,即 n = (0.7 \sim 0.78) \cdot n_c。
2. 球磨机功耗计算模型
球磨机运行所需的轴功率 P_{mill}(kW)可采用下式估算:
其中:
- G_{ball}:筒体内装载钢球的总质量(t)。
- K_a:提升负荷力矩系数。
- f(K_c):介质充填率的校正函数,当充填率 K_c 控制在 32\% 时效率最高。

图3:地面制浆厂高频振动筛及球磨机进料皮带计量监控现场
四、破碎研磨参数对账表
某年产 200万吨 煤矸石地表制浆站,其初碎与磨细段的硬性选型参数指标对账如下:
| 对比维度 | 颚式破碎机阶段(第一段) | 溢流型球磨机阶段(第二段) | 工艺设计指标说明 |
|---|---|---|---|
| 入料粒径 | 300\text{ mm} \sim 500\text{ mm} | ≤ 25\text{ mm} (振动筛控制) | 严控给料粒度,防球磨机“砸死” |
| 出料粒径 | ≤ 25\text{ mm} | ≤ 0.2\text{ mm} (占80%以上) | 微米级连续级配,确保浆体稳定性 |
| 物料含水率 | 3\% \sim 5\% (天然状态) | 40\% \sim 45\% (湿法制浆) | 控制磨机内固液比,防“饱磨”粘壁 |
| 设备吨耗电能 | 1.2 \sim 2.5\text{ kWh/t} | 12.0 \sim 18.5\text{ kWh/t} | 段数优化后,系统综合吨电耗可降 24\% |
| 磨损更换周期 | 600 \sim 800\text{ h} (高锰钢齿板) | 3000 \sim 5000\text{ h} (高铬合金衬板) | 闭路筛分可有效减少过度粉碎磨损 |

图5:制浆厂工艺设计师核准球磨机介质充填率与钢球直径级配方案
五、粗矸石从破碎到球磨湿法研磨工艺流程
在制浆站内,矸石从原料到合格浆体必须经历标准的自动化时序工艺流程:
- 步骤01:粗矸石由重型板式给料机送入颚式破碎机进行初次破碎 - 步骤02:破碎物料经皮带除铁器去除锚杆、铁丝等铁磁杂物 - 步骤03:圆振动筛进行25mm闭路筛分,筛上物料返回破碎机二次破碎 - 步骤04:筛下合格料经计量秤精准配料,送入溢流型球磨机给料端 - 步骤05:按照40%固液比持续补充预处理矿井水进行湿式研磨 - 步骤06:研磨后的矸石浆体经滚筒筛过滤排出,流向高频立式搅拌池骨料级配曲线
制浆级配设计要求粉料颗粒大小分布呈连续状态,以形成最密实堆积。以下为优化后的级配曲线分布图:
+-----------------------------------------------------------------------+ | 研磨成品矸石颗粒累积筛下百分比 (%) | | | | 100%| * (0.20 mm, 98% 筛下) | | | / | | 80%| * (0.15 mm, 82% 筛下) | | | / | | 60%| * (0.074 mm, 58% 筛下) | | | / | | 40%| * (0.03 mm, 38% 筛下) | | | / | | 20%| * (0.01 mm, 12% 筛下) | | | / | | 0%+-+-----+-----+-----+-----+-----+-----+-----+---------------------+ | 0.01 0.03 0.05 0.07 0.10 0.12 0.15 0.20 | | <----------------------- 颗粒粒径 (mm) --------------------------> | +-----------------------------------------------------------------------+

图6:地表研磨破碎车间低能耗袋式除尘器及周边绿化恢复区
六、主要工程风险与故障防范 SOP
破碎与研磨车间转速高、载荷大,极易发生铁器入磨或仓壁卡料等风险:
锚杆铁器误入球磨机(卡磨胀磨)应急处置 SOP
- 紧急声光报警:除铁器前加装高灵敏电磁金属检测仪。若检测到漏除铁器,PLC 系统触发皮带紧急联锁停机,并向磨机集控大屏发送声光报警。
- 磨机安全停转:运行人员远程切断球磨机高压电源,开启液压慢速传动装置(慢摆)将简体定位。
- 现场锁闭检修:
- 执行“停电挂牌”锁定程序,关闭给料闸门,拔出主电机高压柜手车。
- 打开球磨机检修人孔门,使用吊装电磁吸盘或气割工具将卡在衬板缝隙或钢球间的铁器(如变形锚杆头)取出。
- 负荷检查与重新启动:
- 检查球磨机衬板是否有开裂、螺栓是否松动。
- 确认无误后,先启动润滑高低压油泵,油压正常后,再行启动主马达,平稳起车。
七、真实脱敏案例分析
1. 项目背景
神木市孙家岔某年产 500 万吨 的大型煤矿(已脱敏),地表积存有大量硬度系数 f ≥ 8 的砂岩矸石。原制浆方案设计使用单级立式旋回破碎直接磨粉,吨制浆耗电高达 42\text{ kWh},且破碎锤头更换频繁,导致运营亏损。
2. 工艺改造
中矿天智与中国矿业大学合作,对其重构为颚式破碎 + 闭路双级球磨制浆线。
- 一破段:选用 PE-600×900 颚破机,排料口设为 25\text{ mm}。
- 二破段:采用两台 2.4\text{ m} \times 4.5\text{ m} 湿式溢流球磨机并行,出料口加装滚筒筛。
- 级配优化:将钢球级配由原本的单一直径 80\text{ mm} 钢球,优化为:\Phi 90\text{ mm} 占 45\%,\Phi 60\text{ mm} 占 35\%,\Phi 40\text{ mm} 占 20\% 的混合介质。
3. 改造前后技术数据对照表
| 对比项目 | 改造前(单级旋回破) | 改造后(颚破+球磨闭路) | 技术改善说明 |
|---|---|---|---|
| 最大入料粒度 | ≤ 100\text{ mm} (受限需预人工破碎) | ≤ 350\text{ mm} (直接卸料) | 彻底取消了工广场人工预破碎环节 |
| 成品浆体细度 | ≤ 0.2\text{ mm} 占比仅 61\% | ≤ 0.2\text{ mm} 占比 84.2\% | 浆体稳定性大幅提升,连续28天无沉降 |
| 磨损部件周期 | 120 小时 (锤头折断) | 3800 小时 (球磨机合金衬板) | 节省大额配件采购费,设备年利用率提至 92\% |
| 吨浆能耗电耗 | 42.5\text{ kWh/t} | 19.2\text{ kWh/t} | 年节省用电成本约 320 万元 |
八、破碎站日常点检与磨介添加台账
为确保连续破碎的稳定级配,运行班组应每日对破碎研磨车间进行清单式核查:
- [ ] 皮带给料计量秤标定:每周用标准砝码校准皮带秤一次,确保固水比给料精度 ≤ ± 1\%。
- [ ] 球磨机中空轴温度监测:每两小时点检滑动轴承测温仪,轴承油温需控制在 45^{\circ}\text{C} \sim 50^{\circ}\text{C} 之间。
- [ ] 补加钢球台账记录:磨机每运转 24 小时,钢球由于磨损会减重。机电班应依据吨矸消耗率(约 0.6\text{ kg/t}),每日定时往球磨机内按大/中球比例补加钢球。
- [ ] 高压袋式除尘器压力差:检查破碎车间干选点的除尘器压差(控制在 1200 \sim 1500\text{ Pa} 正常区),保证粉尘无外溢。
九、常见问题 FAQ
Q:在湿法磨矿中,如何判断球磨机已经发生了“饱磨(胀磨)”?有什么排除方案?
A:当球磨机内给料过多、水固比过低或细骨料排出受阻时,物料会粘附在衬板上,钢球失去冲击作用,这称为“饱磨”。此时,球磨机运行声音会由清脆的敲击声“咣咣”变成沉闷的“嗡嗡”声,主电机的电流表数值会瞬间下降。排除方案是:立即关闭给料皮带机,增加补水量进行“空磨冲洗” 15 分钟;若冲洗无效,需停机打开检修孔,清理中空轴出料口的格栅附着物。
Q:颚式破碎机的齿板磨损特别快,如何通过工艺设计降低更换频次?
A:颚式破碎机动齿板和定齿板磨损快通常是由于进料中混入了坚硬的硅质硬砂岩或铁器。除了加装除铁器外,在采购齿板时必须指定“高锰钢 + 碳化钛(TiC)复合镶嵌衬板”;另外,在动齿板磨损达到 50\% 时,应及时将齿板上下调头使用,这可以将单个齿板的使用寿命直接提升一倍。
Q:为什么级配中一定要有不低于 20% 的微米级(小于 0.03mm)细粉?
A:在非牛顿流体动力学中,小于 0.03\text{ mm} 的微细粉能与水结合形成具有一定粘性的介质稳定相(Slurry Vehicle)。这个稳定相能够托浮起 0.5 \sim 2\text{ mm} 的粗骨料颗粒,防止粗颗粒在管道流动中由于重力发生快速沉降。如果缺少细粉,浆体将变成极易析水结固的“砂水分离”状态,极易导致高压爆管。
参考依据
- 团体标准 T/CCT xxx-202x《煤矸石覆岩隔离注浆充填技术规范(征求意见稿)》
- 《选矿厂工艺设计规范》(GB 50995-2014)
- 湿式球磨机研磨工艺能耗控制规程(中煤设计院标准)
- 中国矿业大学《多破少磨闭路制浆系统参数优化研究报告》
关于作者
张洁贞,中矿天智信息科技(徐州)有限公司高级销售经理,专注榆林、神木及山西煤矿固体废弃物消纳与地面大型制浆站交钥匙工程交付,致力于为您提供最优性价比的工艺参数匹配方案。